締まっているネジのトルク測定
締めたネジはどのくらいの力で締まっているのかを測定。
すべり発生を高精度で捉え、そのトルクを測定することで、締められたネジのトルク値測定が可能になりました。
製品抜き取り検査や動力ドライバの出力トルクの設定・管理に。
■特長
●モーター駆動で滑らかな締め込み作業
●判定後の自動ストップ機能で、締め直しの必要なし
●締めたネジのトルク値を測定
ユーザー様の製品抜き取り検査による、「実際に締めたねじのトルク値」の確認(増し締め検査・緩め検査)
●「トルクテスタの値」と「実際に締めたねじのトルク値」の関係を求めることにより動力ドライバの出力トルクを設定し管理する
●トルク曲線の作成(破断トルク、限界トルク、降伏点トルクの測定など)
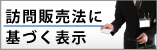
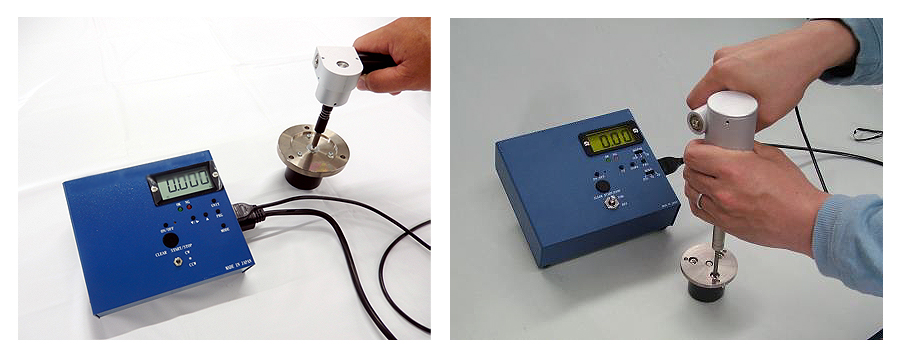
■測定方法
増し締め試験を行ない、締まっている点からスベリ出す点(1~3%)をキャッチ。トルク値を判断します。
モーター駆動で滑らかな締め込み作業を行ないます。
判定するとモーターはストップしますので、増し締め試験にありがちなオーバートルクや緩めトルク検査の締め直しの必要がありません。
■使用例
■タイプ
| M428I-12-SL4S |
M428I-12-SL02S |
M428I-12-SL15S |
 |
 |
 |
■共通仕様
| 表示 |
LCD4 桁デジタル表示 |
| 測定方向 |
CW-CCW (右・左方向)
表示は絶対値のみの表示となります。
データ出力には、+(CW方向)、-(CCW 方向)が負荷されます |
測定
モード |
P-P(ピーク) |
荷重の最高値を保持します
破壊トルク(CW 方向)、緩めトルク(CCW 方向)の測定を行ないます。 |
| T-R(トラック) |
荷重変化によって表示が変化します。 |
| P-D判定モード |
すべりトルクの判定、降伏点の判定を行ないます。(CW 方向) |
| 検知判定 |
すべりトルク値・降伏点を検知すると、
緑ランプ点灯で知らせます。 (PD モード時)
値を検知すると、モーターは止まります。 |
| 測定開始値設定 |
測定を開始(判定演算の開始)する値を設定します。 |
| リアルタイム出力 |
PP・PD モードで測定中、一定時間毎に計測値を出力します。
トルク波形を作成することにより、すべりトルク・降伏点トルク・破壊
トルクなどの軌跡が判定できます。 |
| データ出力 |
アスキーフォーマット(ボーレート 9600) |
| 電源 |
AC100V~240V |
| オートパワーオフ |
10 分間放置後 電源OFF |
■仕様
| 品番 |
M428I-12-SL4S |
M428I-12-SL02S |
M428I-12-SL15S |
| 測定範囲 |
0.030~4.000 N・m |
1.5~200.0 mN・m |
0.30~15.00 N・m |
| 精度 |
±1%
(500digit 以下±5digit) |
±0.5%
(200digit 以下±1digit) |
±0.5%
(200digit 以下±1digit) |
| ビット嵌合口 |
HEX 6.35 |
φ4 半付 |
□6.35 |
| 外形寸法 |
検出部 |
60×155×80 |
φ20×145 |
φ55×270 |
| 表示部 |
166(W)×142(D)×48(H) |
| 重量 |
検出部 |
約 290g |
約 80g |
約 1.4kg |
| 表示部 |
約 1kg |
| 付属品(各1個) |
ビット+ #1、#2 |
ビット+ #0 |
- |
| 検査成績書、校正証明書、トレーサビリティ体系図 |